

في بيئة تصنيع تتطلب دقة ميكرونية، وتتبّعاً صارماً للجودة، وجداول تسليم مضغوطة، يصبح السؤال العملي: كيف يمكن زيادة معدل إزالة المادة دون التضحية بالسطح أو الاستقرار؟ هنا تبرز قيمة مراكز التشغيل الرأسية عالية السرعة ذات الأعمدة المزدوجة مثل GJ1317، خاصة عند تصنيع القوالب المعقدة، وأجزاء الهياكل، ومكوّنات المواد الصعبة القطع.
يعتمد قرار شراء ماكينة تفريز CNC في قطاع الطيران والفضاء على مؤشرات تشغيلية يمكن قياسها: زمن الدورة، معدل إعادة العمل، استقرار الأبعاد، واستمرارية الأداء مع المواد الصلبة. وفي ورش التصنيع، تظهر المشكلات غالباً في ثلاث نقاط:
لذلك، لا يكفي امتلاك “سرعة دوران عالية” فقط؛ المطلوب منظومة متكاملة تجمع بين استراتيجيات قطع حديثة (خفيفة الضغط)، وصلابة هيكلية، وإدارة تبريد فعّالة.
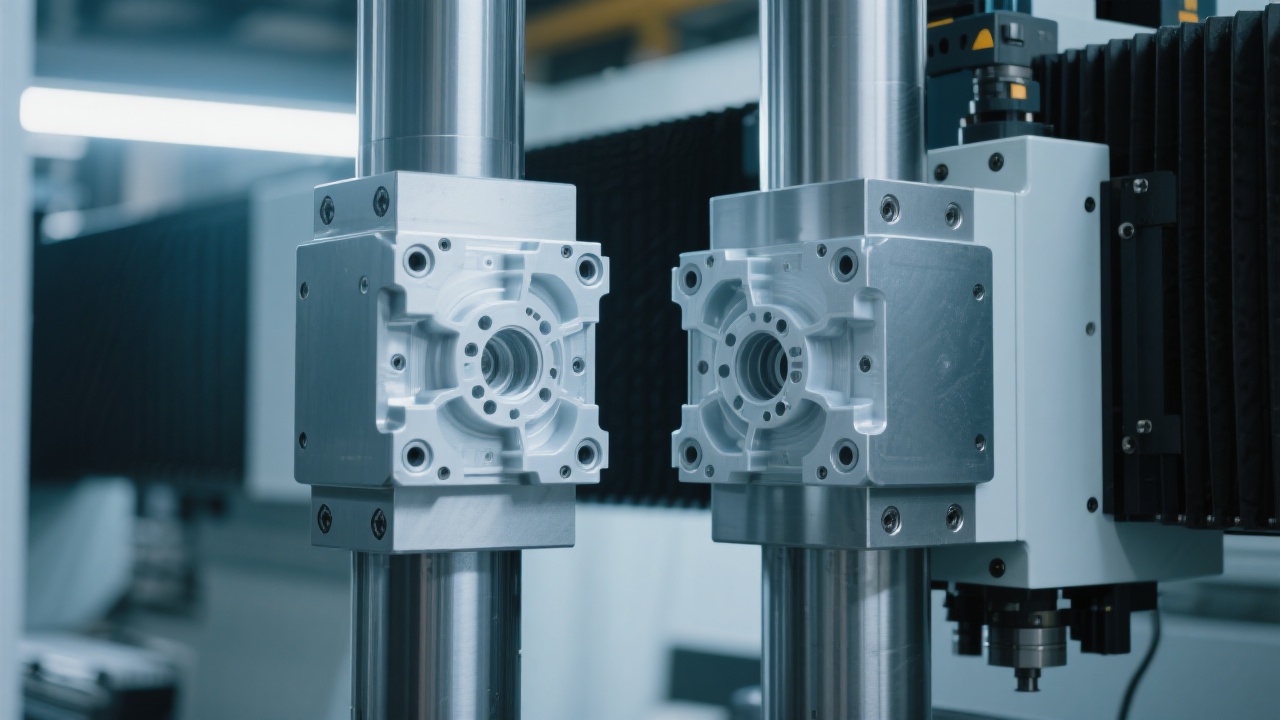
صُمّم GJ1317 (مركز تشغيل رأسي عالي السرعة ذو عمودين) ليخدم سيناريوهات إنتاج تتطلب قطعاً سريعاً ومستقراً. ومن منظور عملي، يمكن تلخيص الفكرة في ثلاث ركائز: خفّة ضغط القطع، وواجهة أدوات قوية مثل HSK، وتبريد عالي الضغط يخدم معدل إزالة المادة وجودة السطح.
تعتمد استراتيجيات القطع منخفض الضغط على زيادة سرعة التغذية مع تخفيض عمق/عرض القطع بطريقة ذكية، ما يقلل الحمل الآني على الأداة ويحد من الاهتزازات. في تطبيقات القوالب والأجزاء المعقدة، يساعد هذا النهج عادةً على:
واجهة HSK معروفة بقدرتها على تقديم تماسك وصلابة أفضل عند السرعات العالية مقارنة ببعض الواجهات التقليدية، ما ينعكس مباشرة على جودة السطح واستقرار الأبعاد. في بيئات إنتاج تتطلب تكرارية، يُترجم ذلك إلى تقليل احتمالات التفاوت بين دفعات الإنتاج، وتقليل الحاجة للمعايرات المتكررة.
التبريد عالي الضغط لا يهدف فقط إلى “خفض الحرارة”، بل يساعد عملياً على طرد الرايش من مناطق القطع وتقليل إعادة القطع (Re-cutting) التي تفسد السطح وتسرّع تآكل الأداة. عند اختيار إعداد تبريد مناسب، يمكن ملاحظة تحسن في الاستقرار أثناء التشغيل، خصوصاً في الجيوب العميقة ومسارات الأدوات المعقدة.
عند مقارنة التخشين التقليدي (أعماق أكبر، تغذية أقل) مع القطع منخفض الضغط عالي السرعة على مركز تشغيل مناسب، غالباً ما تظهر مكاسب في الزمن والجودة. فيما يلي أرقام مرجعية شائعة في الورش (قد تختلف بحسب المادة والأداة والمسار):
| المؤشر | أسلوب تقليدي | GJ1317 + قطع منخفض الضغط | الأثر المتوقع |
|---|---|---|---|
| زمن التخشين لقطعة هيكلية متوسطة التعقيد | 100% | 65%–75% | توفير 25%–35% |
| معدل إزالة المادة (MRR) | مرجعي | 1.3×–1.6× | أعلى حتى 60% |
| التشطيب السطحي (Ra) بعد التفريز النهائي | ≈ 1.6–3.2 µm | ≈ 0.8–1.6 µm | تحسن حتى 50% |
| عمر الأداة في مواد صعبة القطع | مرجعي | 1.2×–1.5× | زيادة 20%–50% |
مخطط عمودي يقارن: زمن التخشين وMRR وRa بين “التفريز التقليدي” و“GJ1317 + قطع منخفض الضغط”. يفضّل استخدام ألوان: #2a5caa و#228b22 مع خلفية #f8f9fa لسهولة القراءة على الجوال.
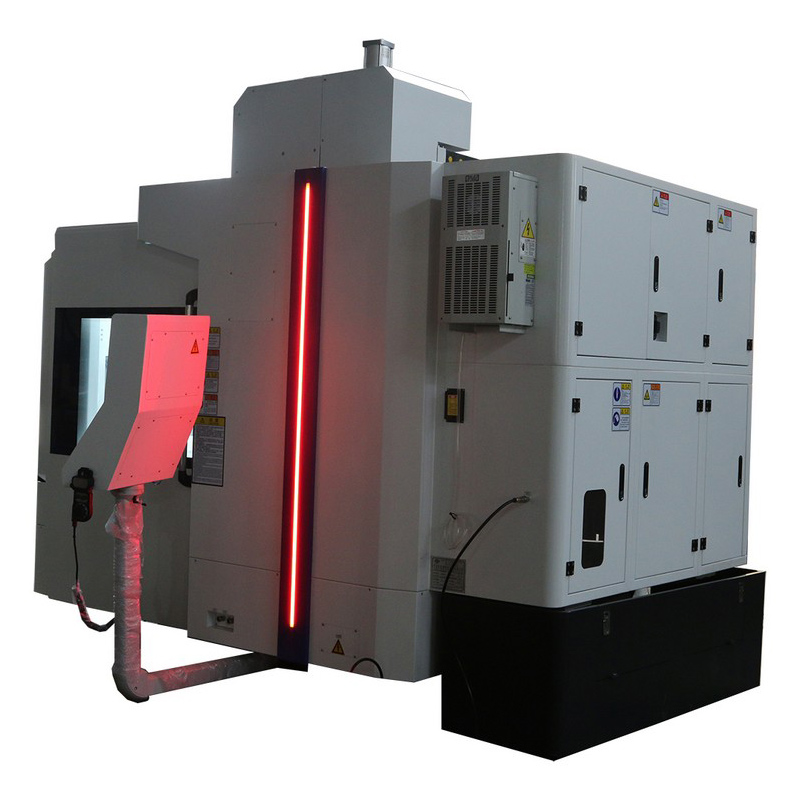
في قطع الطيران والفضاء، المشكلة ليست في “تحقيق الدقة مرة واحدة”، بل في الحفاظ عليها أثناء تشغيل طويل ومع تغيّر الأحمال الحرارية والميكانيكية. تصميم العمودين يمنح قاعدة أكثر ثباتاً للمحور، ويقلل من قابلية الانحناء تحت الأحمال، ما يساعد على:
عملياً، كل دقيقة تُختصر من زمن المعالجة، وكل قطعة تُنقذ من إعادة العمل، هي هامش ربح إضافي. ولهذا يُنظر إلى الاستقرار كميزة “مالية” وليس فقط “هندسية”.
في سيناريو مصنع ينجز قوالب ومكوّنات هيكلية ذات تجاويف عميقة ومسارات ثلاثية الأبعاد، تم تحويل عملية التخشين والتهيئة إلى إعدادات قطع منخفض الضغط على مركز تشغيل عالي السرعة. النتيجة المرجعية التي تكررت في مشاريع مشابهة:

رغم اختلاف خطوط الإنتاج بين المصانع، إلا أن “نقاط الألم” متشابهة، وGJ1317 يخدمها بشكل مباشر في مجالات مثل:
وبنظرة قرار شراء عملية: إذا كان هدف المصنع هو رفع الإنتاجية مع الحفاظ على الدقة وتقليل الهدر في الزمن والأدوات، فإن اعتماد مركز تشغيل عالي السرعة بقدرات مناسبة يصبح خطوة محسوبة، وليس “ترفاً” تقنياً.
عندما تصبح عقود الطيران والفضاء أكثر حساسية للوقت والجودة، فإن الماكينة التي تقلل زمن الدورة وتزيد الاتساق تمنح المصنع مساحة مناورة: قبول طلبات أكثر، تقليل ضغط الورديات، وتثبيت جودة الدفعات. لذلك تُستخدم عبارات مثل: “دع كفاءة إنتاجك تقفز بأكثر من 30%” كترجمة مباشرة لمؤشرات زمنية يمكن تتبعها.
ومن زاوية بناء القدرة التنافسية على المدى المتوسط، فإن اختيار GJ1317 = اختيار قدرة تنافسية مستقبلية عندما يكون السوق أسرع من أن ينتظر دورات تشغيل طويلة أو إعادة عمل متكررة.
للحصول على توصية إعدادات (سرعات/تغذيات/تبريد) وفق مادة القطعة وتعقيد المسار، مع نقاط فحص للجودة وتقليل الاهتزازات، يمكن التواصل مع 凯博数控 وطلب ملف التطبيق الصناعي الخاص بـ GJ1317.
 高精度数控铣床
GJ1417龙门加工中心
数控铣床对比分析
出口企业制造升级
精密加工解决方案
مركز تصنيع CNC الفولاذ المقاوم للصدأ عالي الدقة، GJ1417، تقليل معدل العيوب في التصنيع، تحسين كفاءة الإنتاج، تطبيقات تصنيع CNC
آلة حفر CNC عالية الدقة، GJ1417، تصنيع الفولاذ المقاوم للصدأ، مركز طحن رأسي عالي الأداء، معدات تصنيع دقيقة
محذوفات عالية الدقة، GJ8070، معدات تصميم القوالب، مراكز المعالجة العمودية السرعة، تحسين كفاءة المحذوفات العددية
مخرطة رقمية منخفضة الضوضاء، DC6040A، معدات تشكيل المعادن الصغيرة، التحكم في ضوضاء تشكيل المعادن، مخرطة منزلية رقمية
高精度数控铣床
GJ1417龙门加工中心
数控铣床对比分析
出口企业制造升级
精密加工解决方案
مركز تصنيع CNC الفولاذ المقاوم للصدأ عالي الدقة، GJ1417، تقليل معدل العيوب في التصنيع، تحسين كفاءة الإنتاج، تطبيقات تصنيع CNC
آلة حفر CNC عالية الدقة، GJ1417، تصنيع الفولاذ المقاوم للصدأ، مركز طحن رأسي عالي الأداء، معدات تصنيع دقيقة
محذوفات عالية الدقة، GJ8070، معدات تصميم القوالب، مراكز المعالجة العمودية السرعة، تحسين كفاءة المحذوفات العددية
مخرطة رقمية منخفضة الضوضاء، DC6040A، معدات تشكيل المعادن الصغيرة، التحكم في ضوضاء تشكيل المعادن، مخرطة منزلية رقمية
















.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)





