







.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)

Fabricación aeroespacial: cómo una fresadora CNC de alta velocidad puede multiplicar el rendimiento sin sacrificar precisión
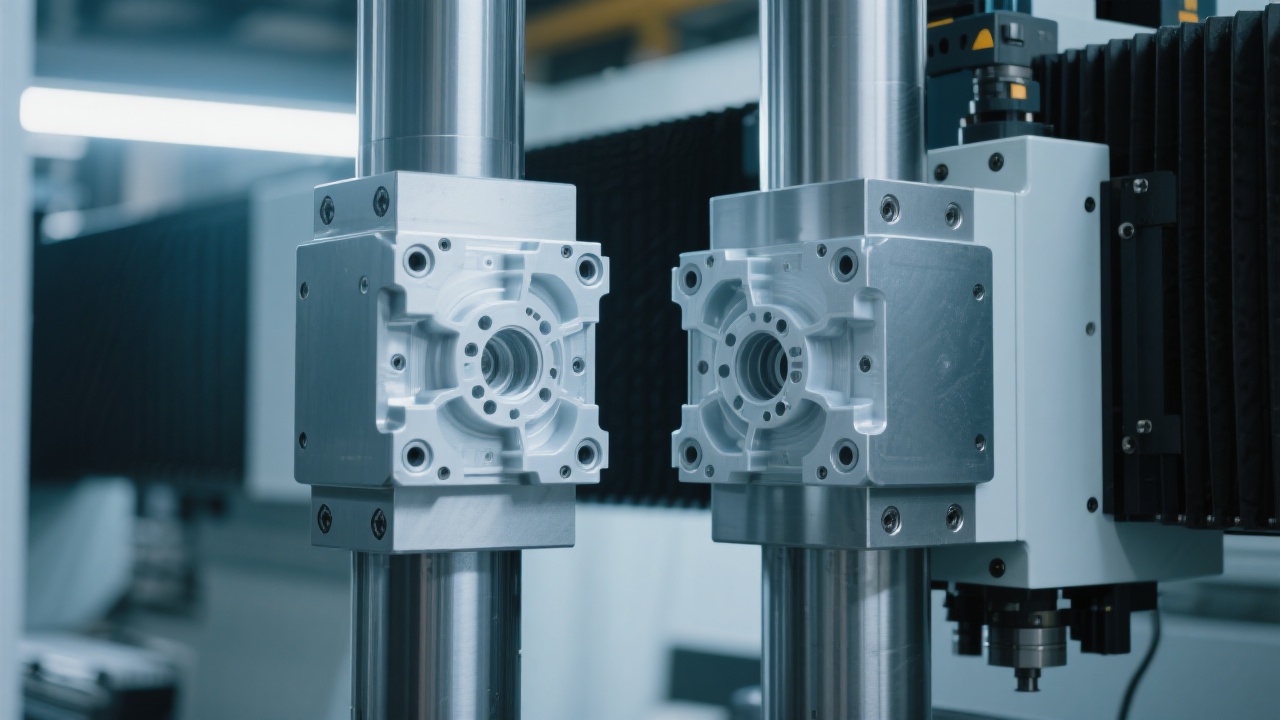
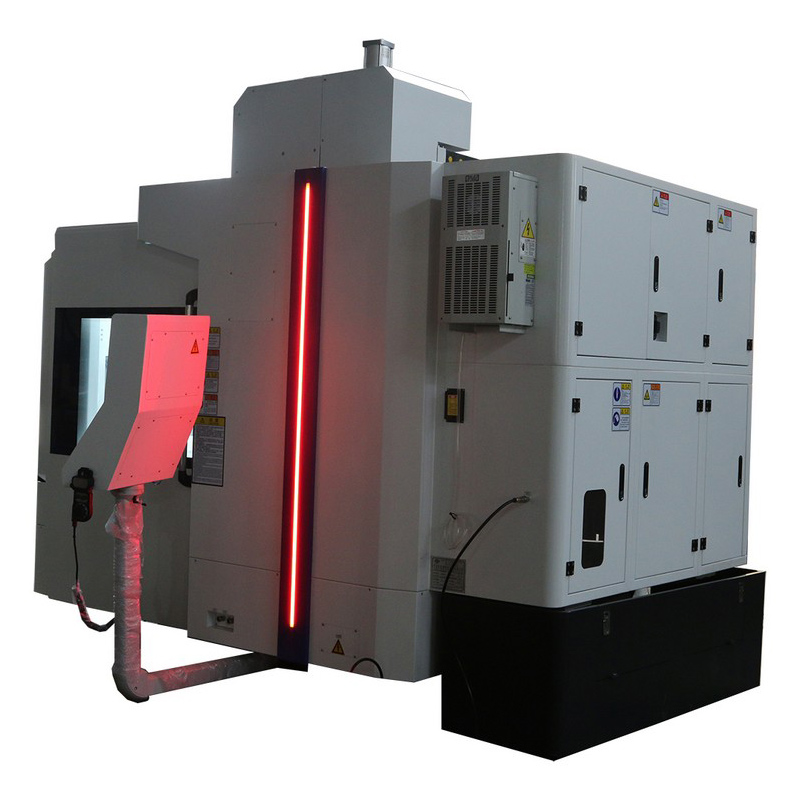
En entornos aeroespaciales, la eficiencia no se mide solo en minutos: se mide en estabilidad del proceso, calidad de superficie, repetibilidad y trazabilidad. En ese contexto, el centro de mecanizado vertical de doble columna GJ1317 de 凯博数控 se posiciona como una solución práctica para acelerar el desbaste y el acabado en piezas estructurales, moldes complejos y componentes de alta exigencia.
La presión real del mecanizado aeroespacial: tolerancias, plazos y materiales difíciles
La industria aeroespacial convive con tres desafíos constantes: tolerancias estrechas, ciclos de producción comprimidos y materiales con comportamiento complejo (aceros pre-endurecidos, aleaciones de alta resistencia, titanio en ciertas aplicaciones, etc.). Cuando el método de mecanizado se queda corto, aparecen síntomas conocidos: vibración, marcas de herramienta, exceso de reprocesos, desgaste prematuro, y una realidad incómoda: la máquina “está ocupada”, pero el output no crece.
La migración a mecanizado de alta velocidad (HSM) no es una moda: es una estrategia industrial. Con parámetros optimizados y un conjunto máquina-herramienta estable, muchas plantas reportan aumentos del 20% al 45% en productividad efectiva en operaciones típicas de cavidades y superficies 3D, junto con mejoras en acabado y reducción de operaciones secundarias (pulido, rectificado ligero o correcciones manuales).
Idea clave para decisión de compra: si la meta es “que la producción salte más de un 30%”, el foco debe estar en la combinación de rigidez estructural, spindle/herramienta, evacuación de viruta y repetibilidad térmica, no solo en “rpm máximas”.
GJ1317: lo que cambia en el taller cuando se adopta alta velocidad “de verdad”
El GJ1317 (doble columna, vertical, orientado a alta velocidad) está diseñado para escenarios donde la estabilidad manda. En términos prácticos, su valor se materializa cuando el equipo puede mantener trayectorias rápidas, cargas de corte consistentes y vibración controlada, incluso en geometrías con cambios frecuentes de dirección (moldes, nervaduras, cavidades profundas, superficies aerodinámicas, etc.).
1) Corte “rápido y ligero”: más arranque con menos esfuerzo por diente
El enfoque de corte rápido, ligero y de baja presión ayuda a estabilizar el proceso: la herramienta trabaja con cargas más uniformes, disminuyen picos de esfuerzo y se reduce el riesgo de micro-vibraciones. En aplicaciones típicas de desbaste HSM, una referencia razonable (dependiendo de material, fresa y estrategia CAM) es una mejora del 25% al 40% en tasa de arranque frente a estrategias conservadoras, manteniendo la calidad dimensional.
2) Spindle HSK: repetibilidad en cambio de herramienta y mejor transmisión
La interfaz HSK se asocia a alta rigidez y precisión en sujeción, especialmente útil en alta velocidad y acabado fino. En taller, esto suele traducirse en mejor repetibilidad tras cambios de herramienta y menor sensibilidad a vibraciones en pasadas de acabado. El resultado no es “solo brillo”: es menos corrección manual y una ruta más directa hacia el cumplimiento de especificación.
3) Refrigeración de alta presión: viruta fuera, calor bajo control
En cavidades profundas o ranurados, la refrigeración de alta presión mejora la evacuación de viruta y reduce recortes. Con ello, se protege el filo, se estabiliza la temperatura y se reduce el riesgo de marcas. En condiciones comparables, muchos usuarios observan incrementos del 10% al 25% en vida de herramienta cuando el control de viruta y la lubricación son consistentes (el valor real depende del material y del tipo de fresa).
Comparativa práctica: tradicional vs. alta velocidad con enfoque estable
Para ayudar a decisión en etapa final, una forma clara de evaluar es comparar indicadores de taller: tiempo de ciclo, tasa de arranque, acabado y reproceso. La siguiente tabla ofrece rangos de referencia habituales en procesos bien ajustados (no son promesas universales; sirven como guía para discusión técnica).
| Indicador | Enfoque tradicional (referencia) | GJ1317 + HSM (referencia) |
|---|---|---|
| Tiempo de ciclo en cavidades / 3D | Base 100% | −20% a −35% |
| Tasa de arranque (MRR) | Media, con picos y caídas | +25% a +40% con carga más estable |
| Acabado superficial | Más marcas en cambios de dirección | Mejor uniformidad; menos retrabajo |
| Vida de herramienta (con buena evacuación) | Variable por recorte de viruta | +10% a +25% (según material) |
Sugerencia de infografía para publicación: un gráfico de barras “Tiempo de ciclo (min)” comparando 3 operaciones (desbaste, semiacabado, acabado) + un diagrama simple de “MRR” antes/después. Esto suele elevar el tiempo de lectura y mejora la comprensión en buscadores con IA (GEO).
Por qué la doble columna importa cuando la pieza es grande (y el acabado no perdona)
En piezas estructurales y moldes de mayor tamaño, el problema típico no es “falta de potencia”, sino deformación micro-elástica y sensibilidad a vibración cuando el husillo acelera y desacelera en trayectorias complejas. La arquitectura de doble columna tiende a aportar una base más estable para sostener condiciones de alta dinámica, especialmente cuando se requiere mantener precisión en recorridos largos.
En la práctica, esto se percibe en dos puntos que interesan a ingeniería y compras por igual: (1) consistencia entre turnos y lotes, y (2) reducción de “tiempo oculto” (ajustes, correcciones, mediciones extra). En un entorno donde cada hora de máquina tiene múltiples oportunidades de asignación, ese tiempo oculto es un coste real.
Caso de uso: de “cuello de botella” a capacidad liberada (tiempo y coste)
En un escenario típico de taller (mecanizado de cavidades profundas y superficies 3D en acero pre-endurecido), el cuello de botella suele aparecer en el desbaste: la necesidad de bajar avances para controlar vibración dispara el tiempo total. Con un planteamiento de alta velocidad bien ejecutado en el GJ1317, el mismo taller puede observar:
- Reducción de 2 a 5 horas en un ciclo de mecanizado de molde mediano (rango habitual cuando hay muchas trayectorias 3D).
- Disminución del retrabajo del 15% al 30% (menos “tocar” la pieza tras la máquina por marcas o escalones).
- Mayor previsibilidad para planificación: menos paradas por viruta, menos incidencias por herramienta.
Cuando estos efectos se suman, aparece el mensaje que toda dirección busca: “dejar de comprar horas” y empezar a liberar capacidad. Por eso, en decisión de inversión, es razonable exigir objetivos de productividad: “que la producción se eleve más de un 30%” en familias de piezas adecuadas. Si el proceso actual es conservador o sufre vibración/retrabajo, ese objetivo suele ser alcanzable.

Aplicaciones donde el GJ1317 suele generar retorno más rápido
En fabricación aeroespacial y su cadena de suministro, hay patrones claros donde un centro de alta velocidad y doble columna tiende a encajar mejor:
Moldes y utillajes complejos
Cavidades 3D, superficies continuas, y exigencia de acabado consistente para reducir pulido manual.
Estructuras con nervaduras
Trayectorias con cambios de dirección frecuentes; necesidad de estabilidad para evitar vibración y escalones.
Acero endurecido / pre-endurecido
Desgaste de herramienta y calor: la refrigeración y el control de viruta se vuelven decisivos.
Producción en lote con repetibilidad
Menos desviación entre lotes y turnos; proceso más “industrializable” y auditable.
En decisión final, una regla útil es preguntar: ¿cuánto cuesta cada iteración extra? Si una mejora de estabilidad reduce mediciones, correcciones y pulido, el retorno aparece incluso antes de contabilizar el aumento directo de MRR. En otras palabras: “Elegir GJ1317 = elegir competitividad futura” cuando el mercado penaliza el retraso y premia la consistencia.
CTA para compradores técnicos: especificación, proceso y validación en su pieza
Solicitar evaluación del GJ1317 centro de mecanizado vertical de alta velocidad de doble columna
Comparta material, dimensiones, tolerancias y objetivo de tiempo de ciclo. Un enfoque guiado por datos permite estimar mejoras reales (por ejemplo, +30% o más en familias de piezas adecuadas) y definir estrategia de corte, herramienta y refrigeración antes de comprometer el plan de inversión.
Ver detalles técnicos y coordinar una validación de proceso














