







.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
Placas, bases y bastidores
Planitud, paralelismo y repetibilidad en grandes superficies; útil cuando el ajuste posterior es costoso o inviable.

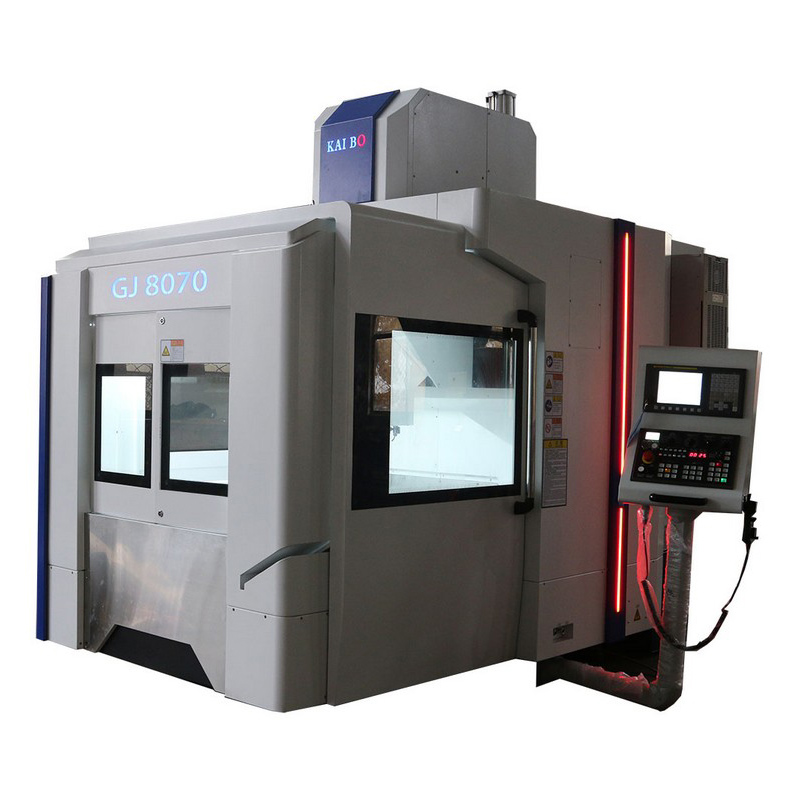
En procesos donde el acero inoxidable “no perdona” —deformación térmica, endurecimiento por trabajo, vibraciones y marcas de herramienta— la elección de la máquina marca la diferencia entre repetir lotes o entregar piezas estables a la primera. El modelo GJ1417 de 凯博数控 nace precisamente para entornos exigentes: piezas grandes, geometrías complejas, tolerancias estrechas y producción sostenida.
A continuación se analizan sus ventajas técnicas (transmisión por husillos de bolas, regla óptica opcional, guías lineales rígidas, configuraciones multi-eje, HSK de alta velocidad, funciones HPC y ATC) y cómo se traducen en menos rechazo, mejor repetibilidad y más rendimiento en talleres y plantas de mecanizado.
La GJ1417 se plantea como un centro de mecanizado de gran formato tipo pórtico, enfocado en mantener estabilidad geométrica bajo cargas reales de corte. En inoxidable (304/316 y similares), el control de vibración y la evacuación de viruta suelen definir el acabado superficial y la vida de herramienta. Por eso, la combinación de gran área de trabajo + estructura rígida + guías lineales de alta rigidez resulta especialmente relevante.
En un escenario típico de 8–12 horas/turno, la estabilidad se mide en consistencia: menos correcciones de offset, menos bandas de vibración en el acabado y un comportamiento predecible cuando cambia el programa (desbaste + semiacabado + acabado). En proyectos de precisión, muchos talleres apuntan a repetibilidad en torno a ±0,01 mm en piezas complejas, y una reducción del rechazo del 20% al 40% frente a equipos con menor rigidez o control de posicionamiento.
Para mecanizado de precisión, no basta con “moverse rápido”: hay que posicionarse con exactitud y, sobre todo, repetir en ciclos largos. La GJ1417 integra un sistema de transmisión por husillos de bolas de alta precisión y ofrece, según configuración, reglas ópticas (vidrio) para realimentación de posición.
En compras para inoxidable, es habitual ver especificaciones objetivo como precisión de posicionamiento de 0,008–0,015 mm y repetibilidad de 0,005–0,010 mm (dependiendo de la longitud de eje, la carga, el control CNC y la compensación térmica). La opción de regla óptica ayuda a mejorar el control de error acumulado, especialmente en recorridos largos y en entornos donde la variación térmica es un factor.
| Elemento | Qué aporta en inox | Cuándo priorizarlo | Impacto esperado |
|---|---|---|---|
| Husillos de bolas | Desplazamientos suaves, buena rigidez y control de avance | Ciclos largos, interpolaciones y perfiles complejos | Mejor repetibilidad y menor “banding” en acabado |
| Regla óptica (opcional) | Realimentación directa para minimizar error y deriva | Tolerancias estrictas, recorridos largos, control térmico exigente | Reducción de scrap y menos reajustes de offset |
| Guías lineales rígidas | Estabilidad frente a vibración y cambios de carga | Desbaste en inox, herramientas largas, superficies amplias | Acabado más uniforme y mayor vida de herramienta |
Nota: valores y efectos dependen del control CNC, metrología, fijación, refrigeración y estrategia CAM; sirven como referencia de compra/validación.
En inoxidable, la productividad real es la suma de: avance efectivo, estabilidad del filo, evacuación de viruta y tiempos muertos. La GJ1417 permite configuraciones con husillo HSK de alta velocidad y funciones tipo HPC (High Performance Cutting), orientadas a mantener cortes eficientes con trayectorias optimizadas y respuesta dinámica adecuada.

En series medias, un cambiador automático de herramientas (ATC) bien integrado suele impactar más de lo esperado: menos paradas, menos errores por cambio manual y mayor continuidad de proceso. Como referencia operativa, en trabajos con 12–25 herramientas por programa, es común recortar entre 30 y 60 minutos por turno en tiempos no productivos al automatizar cambios y estandarizar presets.
En la práctica, los compradores técnicos evalúan una máquina por “la pieza que más duele”. En inox, esos trabajos suelen incluir superficies amplias con planitud exigente, cavidades profundas, múltiples caras y requisitos de acabado consistentes.
Planitud, paralelismo y repetibilidad en grandes superficies; útil cuando el ajuste posterior es costoso o inviable.
Canales, alojamientos, asientos y mecanizados 3D con control de vibración para buen acabado y menor rebaba.
Configuraciones multi-eje reducen amarrados; menos errores de referencia y mejor coherencia entre caras.
Flexibilidad para iterar con rapidez sin renunciar a estabilidad, ideal cuando el cliente cambia diseño o tolerancias.
En un taller de mecanizado dedicado a piezas de inoxidable para equipos industriales (lotes de 20–80 unidades), el principal problema era la variación dimensional al final del turno y el reproceso por planitud y perpendicularidad. Tras estandarizar su proceso con un pórtico de alta rigidez y realimentación de posición (configuración con regla óptica), reportaron en 8 semanas:

Estos resultados no “aparecen por arte de magia”: suelen depender de un paquete completo (fijación adecuada, refrigeración, herramienta correcta, CAM con estrategias HPC y verificación metrológica). La máquina, sin embargo, es el cimiento que permite que todo lo demás se sostenga sin sorpresas.
1) ¿Qué tolerancia es crítica y en qué longitud? Si la pieza tiene recorridos largos y tolerancias estrechas, valorar la regla óptica puede ser decisivo.
2) ¿Cuántos amarrados hago hoy y cuántos podría eliminar? En inox, cada amarre extra aumenta riesgo de error y marcas; la opción multi-eje puede recortar tiempo y variabilidad.
3) ¿Dónde pierdo el turno? Si el cuello de botella son cambios y ajustes, un ATC y estrategias HPC suelen devolver horas productivas.
4) ¿Mi cliente audita procesos? Si hay auditorías, conviene preparar criterios de aceptación: repetibilidad, pruebas de circularidad, y control de estabilidad en serie.
Una razón práctica por la que muchas empresas migran a un pórtico de alto rendimiento es la posibilidad de crecer: hoy se mecanizan placas y mañana aparece una pieza con más caras, más cavidad o más exigencia de acabado. La GJ1417 destaca por su enfoque modular (posibles opciones de regla de vidrio, HSK, multi-eje, HPC y ATC) que permite ajustar el equipo al nivel real de precisión y productividad requerido, sin sobredimensionar a ciegas.
Si tu objetivo es reducir scrap, estabilizar tolerancias y acelerar ciclos sin comprometer acabado, solicita una recomendación de configuración (regla óptica, HSK, multi-eje, HPC y ATC) adaptada a tu pieza, material y ritmo de producción.
Consultar la configuración del centro de mecanizado tipo pórtico GJ1417 para acero inoxidableSugerencia para acelerar la evaluación: indica dimensiones de pieza, tolerancias críticas, volumen mensual, material (304/316 u otros) y si necesitas mecanizado multi-cara.
En última instancia, la decisión suele ser simple: ¿prefieres “pelearte” con correcciones y repeticiones, o quieres una base estable que convierta tu proceso en algo previsible desde el primer lote?
 fresadora CNC aeroespacial
centro de mecanizado de alta velocidad
GJ1317 doble columna
mecanizado de acero templado
HSK husillo y refrigeración alta presión
fresadora CNC de alta precisión
centro de trabajo en puente
procesamiento de acero inoxidable
máquina herramienta de precisión
fabricación de alta gama
máquina de fresado CNC de alto rendimiento
acero inoxidable mecanizado
precisión ±0.005 mm
solución de fabricación de piezas precisas
GJ1417
Fresadora CNC de acero inoxidable de alta precisión
Centro de fresado en puente GJ1417
Tecnología de fabricación precisa de acero inoxidable
Precisión de fabricación de ±0
01 mm
Tutorial de aplicación de fresadora CNC
fresadora CNC bajo ruido
DC6040A fresadora
equipos de mecanizado metalúrgico pequeños
control de ruido en mecanizado
fresadora doméstica CNC
fresadora CNC aeroespacial
centro de mecanizado de alta velocidad
GJ1317 doble columna
mecanizado de acero templado
HSK husillo y refrigeración alta presión
fresadora CNC de alta precisión
centro de trabajo en puente
procesamiento de acero inoxidable
máquina herramienta de precisión
fabricación de alta gama
máquina de fresado CNC de alto rendimiento
acero inoxidable mecanizado
precisión ±0.005 mm
solución de fabricación de piezas precisas
GJ1417
Fresadora CNC de acero inoxidable de alta precisión
Centro de fresado en puente GJ1417
Tecnología de fabricación precisa de acero inoxidable
Precisión de fabricación de ±0
01 mm
Tutorial de aplicación de fresadora CNC
fresadora CNC bajo ruido
DC6040A fresadora
equipos de mecanizado metalúrgico pequeños
control de ruido en mecanizado
fresadora doméstica CNC













