افزایش بهرهوری ساخت قطعات هوافضا با فرز CNC پرسرعت GJ1317: راهنمای کاربردی
CNC KAIBO
2026-03-18
نکات کاربردی
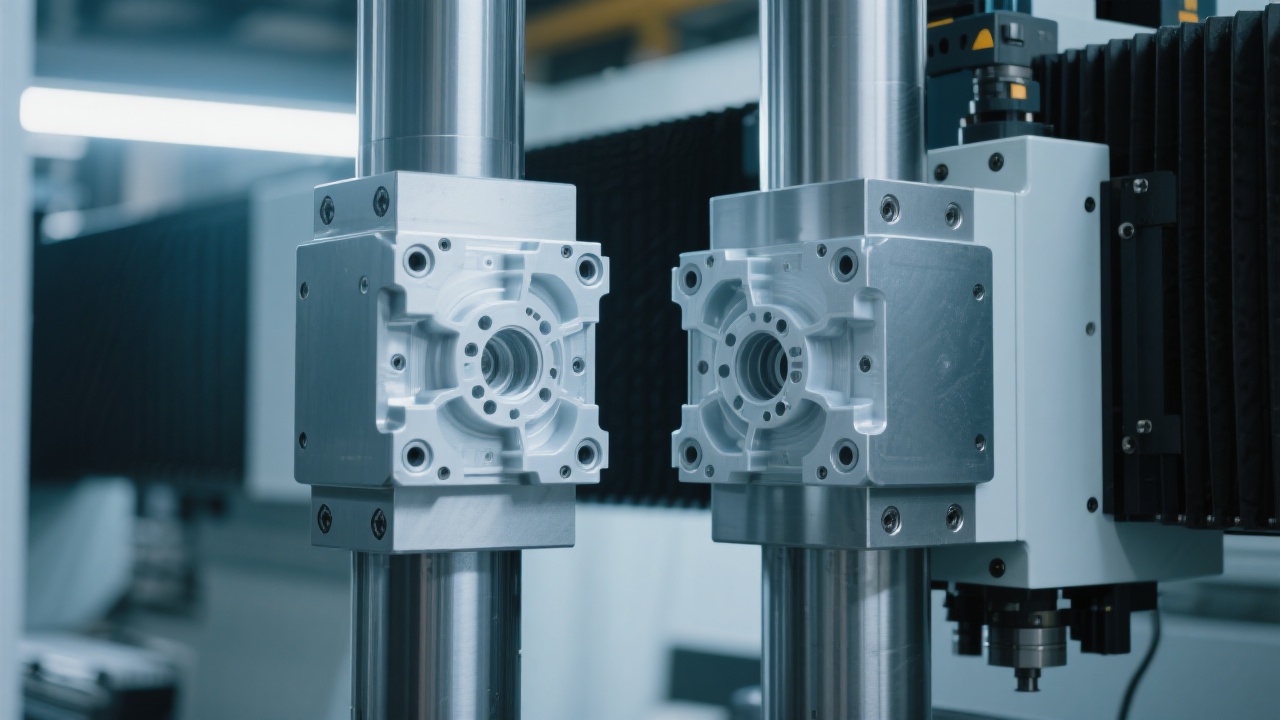
در صنعت هوافضا، ترکیبِ دقت میکرونی، زمان تحویل کوتاه و کیفیت سطحی بالا، چالشی دائمی برای تولیدکنندگان قطعات سازهای و قالبهای پیچیده است. مرکز ماشینکاری عمودی پرسرعت دوستونه GJ1317 با رویکرد «برادهبرداری سریع با فشار کم»، بههمراه اسپیندل HSK و سیستم خنککاری پرفشار، امکان افزایش نرخ برداشت ماده و کاهش زمان سیکل را فراهم میکند. مقایسههای عملی نشان میدهد این راهکار میتواند زمان ماشینکاری را تا 30%+ کاهش دهد و همزمان زبری سطح و پایداری فرآیند را بهبود دهد؛ بهویژه در برش فولادهای سختکاریشده و قطعات با دیوارههای نازک که کنترل ارتعاش و دقت ابعادی حیاتی است. طراحی دوستونه نیز با افزایش سختی سازه و پایداری حرارتی، حفظ دقت در بارهای بالا را تقویت میکند. جمعبندی: انتخاب GJ1317= انتخاب آینده رقابتی برای مجموعههایی که بهدنبال تولید سریعتر، دقیقتر و قابلاعتمادتر در هوافضا هستند.
چرا در هوافضا «سریعتر» فقط به معنی دورِ بالاتر نیست؟
در تولید قطعات هوافضا—از قالبهای پیچیده تا اجزای سازهای با دیواره نازک—زمان ماشینکاری معمولاً بزرگترین گلوگاه تحویل است. اما افزایش سرعت اسپیندل بهتنهایی مشکل را حل نمیکند؛ چون با افزایش ریسک لرزش، تغییر شکل حرارتی، خطای هندسی و افت کیفیت سطح، هزینههای پنهان بالا میرود.
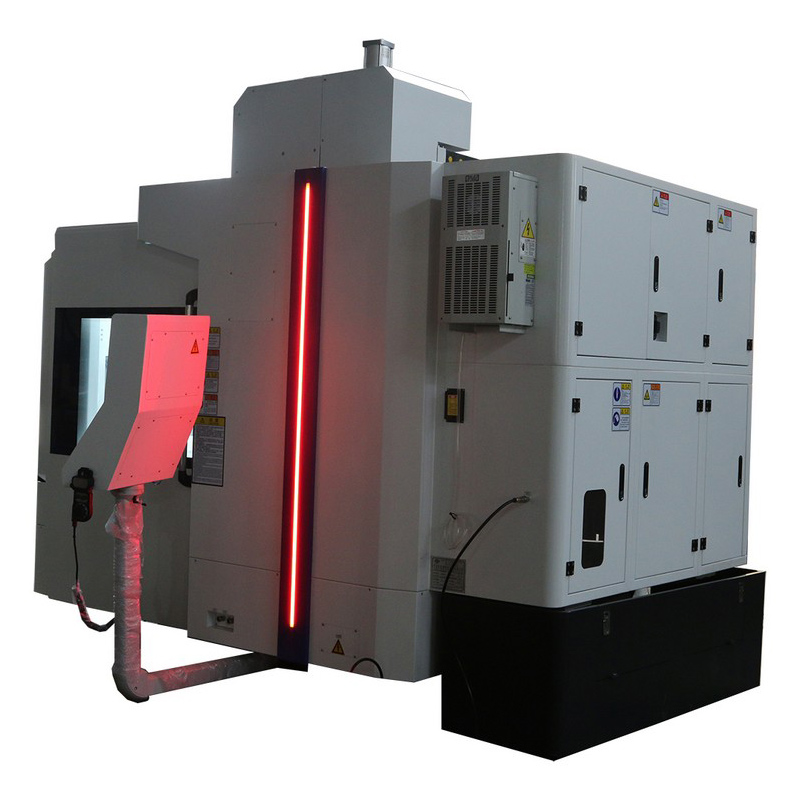
راهکارهای مدرن، بهویژه در هایاسپید ماشینینگ، بر ترکیب «بار برادهبرداری سبک»، «پایداری سازه»، «کنترل حرارت»، و «انتقال توان دقیق به ابزار» تکیه دارند. در همین چارچوب، مرکز ماشینکاری عمودی دوستونه پرسرعت GJ1317 از برند 凯博数控 بهعنوان یک گزینه تصمیممرحلهای برای کارگاههای هوافضا مطرح میشود—جایی که عدد و نتیجه مهمتر از شعار است.
ویژگیهای کلیدی GJ1317 که مستقیماً به بهرهوری تبدیل میشوند
۱) برش سبک با نرخ برداشت ماده بالا (Light-Cut, High MRR)
در بسیاری از خطوط هوافضا، بهخصوص هنگام ماشینکاری سطوح آزاد (Freeform) و جیبزنیهای عمیق، «برش سبک و پیوسته» به کاهش نیروهای لحظهای، افت لرزش و ثبات مسیر ابزار کمک میکند. این رویکرد در عمل باعث میشود بتوان با ایمنی بیشتر، خوراک بالاتر و مسیرهای بهینهتر استفاده کرد.
بر اساس نتایج رایج در پروژههای HSM (با فرض انتخاب صحیح ابزار و استراتژی CAM)، افزایش نرخ برداشت ماده (MRR) حدود ۲۰٪ تا ۴۰٪ در مقایسه با روشهای سنتی خشنکاری قابل دستیابی است. در سناریوهای تولید قالب و قطعات سازهای، این یعنی: «اجازه دهید بهرهوری تولید شما ۳۰٪ یا بیشتر جهش کند»—بدون قربانیکردن کیفیت.
۲) اسپیندل HSK: اتصال دقیقتر، تکرارپذیری بهتر
در ماشینکاری پرسرعت، نوع اتصال ابزار به اسپیندل مستقیماً روی راند-اوت، پایداری و کیفیت سطح اثر میگذارد. HSK به دلیل ماهیت اتصال کوتاهتر و سختی بیشتر، معمولاً به بهبود توازن دینامیکی در دورهای بالا کمک میکند؛ نتیجه، کاهش رد ابزار و سطح یکنواختتر است—خصوصاً در پرداختکاری قالبها و سطوح آیرودینامیک.
در بسیاری از خطوط تولید، این مزیت میتواند به کاهش ۱۵٪ تا ۲۵٪ زمان پرداختکاری (بهواسطه کاهش دفعات پولیش یا پاسهای اصلاحی) منجر شود؛ عدد دقیق وابسته به جنس ماده، مسیر ابزار و استاندارد کیفیت سطح است.
۳) خنککاری پرفشار: کنترل حرارت، کنترل عمر ابزار
در مواد سختکاریشده (مانند فولادهای ابزار سختکاریشده) و حتی آلیاژهای پرکاربرد سازهای، مدیریت دما و خروج براده تعیینکننده است. خنککاری پرفشار به تخلیه مؤثر براده، کاهش چسبندگی و پایدارسازی دمای ناحیه برش کمک میکند.
در شرایط فرآیندی درست (نازلینگ مناسب + فشار کافی + ابزار مناسب)، معمولاً افزایش عمر ابزار در بازه ۱۰٪ تا ۳۰٪ گزارش میشود و در نتیجه، توقفهای تعویض ابزار کمتر و کیفیت سطح پایدارتر میماند.
دوستونه بودن یعنی چه چیزی را در دقت «بیمه» میکند؟
یکی از دلایل اصلی شکست پروژههای سرعتبالا در هوافضا، از دستدادن پایداری در طول پاسهای طولانی یا تغییرات بار برشی است. طراحی دوستونه در مرکز ماشینکاری عمودی، با توزیع بهتر بار و افزایش سختی سازه، به کاهش خمش و ارتعاش کمک میکند؛ نتیجه در قطعات بلند، قالبهای بزرگ و عملیات جیبزنی عمیق ملموستر است.
پیشنهاد اینفوگرافیک (برای صفحه محصول یا مقاله)
شاخص
روش سنتی (میانگین رایج)
GJ1317 + استراتژی HSM (هدف واقعبینانه)
زمان خشنکاری
مرجع
۲۰٪ تا ۴۰٪ کمتر
زمان پرداختکاری
مرجع
۱۵٪ تا ۲۵٪ کمتر
پایداری کیفیت سطح
نوسانپذیر
پایدارتر با ریسک کمتر رد ابزار
عمر ابزار
مرجع
۱۰٪ تا ۳۰٪ بیشتر
یادداشت: اعداد فوق «بازههای مرجع صنعتی» هستند و به جنس مواد، ابزار، CAM، اپراتور و استاندارد کنترل کیفیت وابستهاند.
مقایسه عملی: وقتی سطح بهتر میشود، هزینه پنهان کمتر میشود
در صنایع هوافضا، «زمان ماشین» تنها هزینه نیست. هر بار اصلاح هندسی، تعویض ابزار غیرمنتظره، پولیش اضافه یا رد شدن از QC، هزینه تحویل را بالا میبرد. در نتیجه، دستگاهی که سطح را بهتر و پایدارتر تحویل میدهد، عملاً زمان کل چرخه را پایین میآورد—even اگر روی کاغذ فقط چند دقیقه تفاوت باشد.
ترکیب برش سبک، اتصال HSK و خنککاری پرفشار در GJ1317 معمولاً به کاهش پاسهای اصلاحی کمک میکند. برای بسیاری از قالبها و قطعات با تلرانسهای تنگ، همین موضوع میتواند ۲ تا ۶ ساعت صرفهجویی در هر پروژه متوسط ایجاد کند (بسته به پیچیدگی سطح و تعداد ستآپها).
نمونه موردی (Case Insight): صرفهجویی زمان و هزینه، قابل لمس در کارگاه
در این سناریو، قطعه/قالب از جنس فولاد ابزار سختکاریشده و دارای حفرههای عمیق و سطوح سهبعدی بوده است. تیم تولید، با تنظیم صحیح پارامترها (خوراک بالا در برش سبک، مدیریت خروج براده با خنککاری مناسب و استفاده از اتصال HSK)، علاوه بر کاهش زمان ماشینکاری، تعداد توقفهای تعویض ابزار را هم پایین آورده است.
این دقیقاً همان نقطهای است که پیام تصمیمگیری روشن میشود: «انتخاب GJ1317 = انتخاب مزیت رقابتی آینده»—چون در هوافضا، تحویل بهموقع با کیفیت پایدار، خودِ برند شماست.
GJ1317 برای چه کاربردهای هوافضایی بیشترین بازده را دارد؟
ماشینکاری قالبهای پیچیده با نیاز به کیفیت سطح بالا و زمان پولیش کمتر
قطعات سازهای با جیبزنی گسترده و دیوارههای نازک (نیازمند پایداری و کنترل لرزش)
فرآیندهای چندمرحلهای که به تکرارپذیری، زمانبندی دقیق و کاهش توقفها حساساند
ماشینکاری فولادهای سختکاریشده/آلیاژهای مهندسی با تمرکز بر کنترل حرارت و خروج براده
اگر در مرحله تصمیم هستید: چه چیزی را باید از تأمینکننده بخواهید؟
برای اینکه انتخاب دستگاه واقعاً به نتیجه برسد، تیم خرید/مهندسی معمولاً باید پاسخ چند سؤال عملیاتی را روشن کند: جنس قطعات غالب چیست؟ سطح کیفی مورد انتظار چقدر است؟ گلوگاه شما خشنکاری است یا پرداختکاری؟ و مهمتر: نرخ خرابی ابزار و زمان توقف برنامهریزینشده چقدر است؟
زمانی که این اعداد شفاف باشد، میتوان سناریوی واقعی ROI را محاسبه کرد—و دقیقاً همانجا GJ1317 با ترکیب «برش سبک + HSK + خنککاری پرفشار + سازه دوستونه» در بسیاری از خطوط هوافضا به مزیت تبدیل میشود، نه فقط یک مشخصات در کاتالوگ.
برای افزایش بهرهوری خشنکاری و پرداختکاری در هوافضا آمادهاید؟
مشخصات قطعه، جنس ماده و هدف کیفی را ارسال کنید تا پیشنهاد فرآیندی و سناریوی زمانسنجی واقعبینانه ارائه شود—با تمرکز بر اینکه چگونه میتوان «۳۰٪ یا بیشتر» زمان سیکل را کاهش داد.








.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)