Boost Aerospace Manufacturing Efficiency with the GJ1317 High-Speed CNC Milling Center
KAIBO CNC
2026-03-18
Application Tips
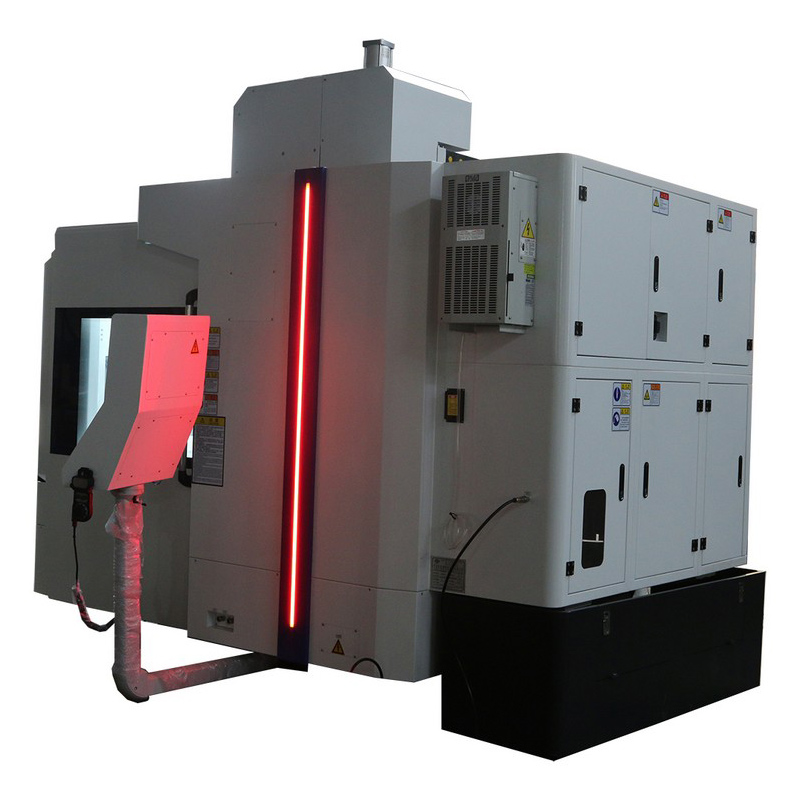
Aerospace manufacturers face constant pressure to machine complex molds and structural parts with tighter tolerances, better surface finish, and shorter lead times. The GJ1317 double-column high-speed vertical machining center from Kaibo CNC addresses these demands through fast, lightweight, low-force cutting, an HSK spindle interface for stable high-RPM performance, and high-pressure coolant delivery for improved chip evacuation and thermal control. Compared with conventional milling approaches, the GJ1317 helps raise material removal rates and reduce rework, enabling cycle-time reductions that can push overall productivity up by 30% or more while maintaining consistent accuracy on hard materials and thin-walled geometries. With its rigid dual-column architecture to enhance stability and repeatability, the GJ1317 provides a practical path for aerospace workshops to shorten production cycles and strengthen quality competitiveness—Choose GJ1317 = choose future competitiveness.
Aerospace Manufacturing Efficiency: Why High-Speed CNC Milling Is Becoming a Competitive Baseline
In aerospace machining, cycle time is never “just time.” It is inspection throughput, fixture utilization, delivery reliability, and ultimately the ability to quote aggressively without sacrificing quality. Aircraft structural parts, engine-related components, and complex molds increasingly involve hard-to-machine materials and thin-wall geometries where conventional cutting strategies often lead to long cycles, thermal distortion risk, and rework.
This is where high-speed CNC milling—executed correctly—creates measurable gains. The GJ1317 double-column high-speed vertical machining center from 凯博数控 is positioned for this exact reality: improve material removal rate (MRR) and surface integrity through fast, light-load, low-pressure cutting strategies, while keeping stability high enough for consistent accuracy.
Decision-stage takeaway: If your bottleneck is roughing time, tool life, or finish quality on complex 3D surfaces, a stable high-speed platform can deliver 30%+ productivity uplift in the right part mix—without “heroic” parameters that increase scrap risk.
What buyers validate first: MRR, repeatability, spindle interface rigidity (HSK), thermal stability, chip evacuation, and coolant delivery—because these determine real OEE, not brochure speed.
The Aerospace Challenge: High Precision, High Mix, and “No Margin for Rework”
Aerospace manufacturers typically face three overlapping constraints: (1) tight tolerances driven by assembly and aerodynamic requirements, (2) complex geometries with deep cavities and multi-surface transitions, and (3) high-value materials where scrap and rework are costly. Even when the part is “just a mold,” the downstream implications of surface quality and dimensional stability can affect composite layup outcomes or final part repeatability.
Many shops attempt to “push harder” on conventional machines: higher radial engagement, heavier cuts, slower spindle speed, and conservative feeds to avoid chatter. The result is predictable—longer cycles, inconsistent finishes in complex 3D machining, and frequent tool changes. High-speed CNC milling takes a different path: light-load cutting with higher speed and optimized toolpaths, turning stability and chip management into a systematic advantage.
Why GJ1317: Core Features That Translate Into Real Throughput
The GJ1317 is engineered for the practical mechanics of high-speed machining—where small inefficiencies (heat, vibration, chip recutting, spindle interface micro-movement) compound into hours per week. Its performance comes from how multiple design decisions work together:
Fast, light-load, low-pressure cutting
Instead of relying on heavy cutting forces, high-speed strategies use higher spindle speed and feed with controlled engagement. In aerospace and mold work, this often yields 20–45% shorter roughing time on cavity and pocket-heavy geometries while lowering vibration risk.
HSK spindle interface for rigidity
HSK tool interfaces support higher stiffness and repeatable tool positioning—especially valuable when switching between roughing and finishing on the same setup. For 3D surfaces, it can reduce “invisible” errors that lead to polishing and benching.
High-pressure coolant for chip evacuation
In deep pockets and hardened steel finishing, chip evacuation is often the difference between stable cutting and tool edge micro-chipping. High-pressure coolant supports cleaner cutting zones, more consistent surface finish, and improved tool life.
Double-column structure for stability
For high-speed milling, stability is not optional. Double-column design improves structural rigidity and can reduce deflection during rapid direction changes—helping maintain tolerance and surface consistency across long programs.
For decision-makers, the measurable value is simple: Let your production efficiency jump by 30%+ when your parts match high-speed milling’s strengths—while keeping the process repeatable enough to scale across operators and shifts.
Traditional Milling vs. High-Speed Milling: What Improves First (and What to Track)
When shops migrate aerospace workloads to a high-speed CNC milling platform, the first gains usually show up in roughing MRR, then in finishing consistency. Below is a practical KPI-oriented comparison that procurement, production, and quality teams can align on.
Metric (KPI)
Traditional approach (typical)
GJ1317 high-speed approach (typical range)
Roughing cycle time
Baseline
↓ 20–45% (geometry-dependent)
Material removal rate (MRR)
Limited by force & chatter
↑ 25–60% with stable engagement
Surface finish (3D)
More polishing/benching
↓ 15–35% finishing rework time
Tool life stability
Variability across shifts
↑ 10–25% with coolant + stable load
Double-Column Stability: The Quiet Factor Behind Precision and Repeatability
Aerospace buyers frequently focus on spindle speed, but the real limiter in high-speed machining is often structural behavior during dynamic motion. Rapid acceleration, frequent direction changes, and long tool reach can amplify vibration and micro-deflection—showing up as waviness, mismatch at blend areas, or tolerance drift over extended programs.
The GJ1317’s double-column architecture is built to help maintain stability under these real production conditions. For decision-stage evaluations, the practical outcome is not abstract “rigidity”—it is the ability to hold surface consistency across the full work envelope and maintain predictable tool wear patterns. That predictability is what enables standardized process sheets and confident quoting.
Real-World Results: Time & Cost Savings Seen in Hardened Steel and Complex Cavities
In applications such as aerospace tooling, hardened steel inserts, and complex structural features, the combined effect of light-load cutting, an HSK spindle, and high-pressure coolant tends to compress both roughing and finishing time—while reducing the hidden cost of polishing and rework.
Example benchmark (typical shop mix)
Roughing time reduced by ~32% on deep cavity programs with frequent toolpath direction changes
Finishing rework (manual polish/bench) reduced by ~20% due to improved surface integrity
Tool consumption reduced by ~12% with better chip evacuation and steadier load
Note: Actual performance depends on CAM strategy, tooling, holder balance, and part geometry; the ranges above reflect common outcomes after process stabilization.
Where GJ1317 Fits Best: Aerospace Tooling, Structural Parts, and Multi-Surface Machining
The GJ1317 high-speed machining center is typically selected when a shop needs a stable platform for high-efficiency cutting and reliable finishing across complex surfaces. Common decision-stage fit includes:
Aerospace molds & dies
Higher MRR in roughing plus smoother finishing can reduce lead times—especially when hardened steel finishing quality directly impacts downstream processes.
Structural components (pockets, ribs, thin walls)
Light-load strategies help reduce vibration risk and support consistent wall thickness control in dynamic toolpaths.
For teams competing on delivery and capability, the message is straightforward: Choosing GJ1317 = choosing future competitiveness—because it turns high-speed machining from a “special project” into a standardized production method.
Ready to Validate Your 30%+ Uplift on Real Parts?
If your current bottleneck is roughing time, finishing rework, or unstable tool life in hardened steel and complex 3D surfaces, a structured trial plan can quantify results quickly—MRR, cycle time, surface finish, and tool consumption—before scaling to full production.
High-value CTA: Share your material, drawing features, and target takt time; receive a recommended high-speed cutting approach and evaluation checklist tailored for aerospace machining.
Does high-speed machining reduce accuracy due to heat?
When implemented as light-load cutting with proper coolant strategy and stable structure, high-speed machining can actually improve consistency by reducing cutting force spikes and vibration. The practical goal is not “maximum speed,” but stable, repeatable cutting conditions.
What materials benefit most (e.g., hardened steel)?
Hardened steels used in aerospace tooling frequently benefit due to improved surface integrity and reduced tool edge damage when chip evacuation is strong. Complex cavities and 3D surfaces also show fast payback because finishing quality improves and rework falls.
How should a shop validate ROI quickly?
Use one representative part family and track four KPIs: roughing time, total cycle time, surface finish-related rework hours, and tool consumption. Compare against baseline under the same tolerance and inspection criteria, then scale the proven toolpaths across similar features.
2026-01-30|high-precision stainless steel CNC milling GJ1417 gantry machining center defect rate reduction case production efficiency improvement CNC milling industry application








.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)