

Na manufatura aeroespacial, cada minuto de fuso e cada mícron de estabilidade contam. Componentes estruturais, moldes complexos e peças com paredes finas exigem remoção de material agressiva sem perder precisão, repetibilidade e integridade superficial. É por isso que o debate migrou de “máquina rápida” para “processo rápido”: rigidez, dinâmica, refrigeração, ferramenta e estratégia de corte precisam funcionar como um sistema único.
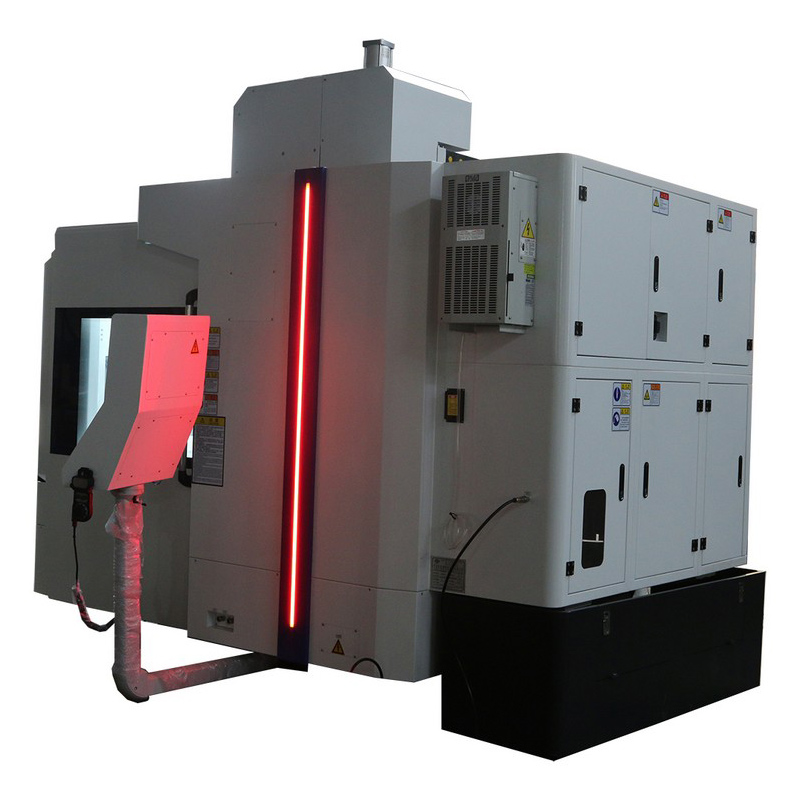
Nesse contexto, a GJ1317 (centro de usinagem vertical de dupla coluna de alta velocidade) tem ganhado espaço em células de usinagem aeroespacial ao combinar corte com baixa pressão e alta rotação, arquitetura estável e recursos de processo que favorecem produtividade e acabamento. Em aplicações típicas, integradores e usuários relatam ganhos de 20% a 40% no tempo total de ciclo quando a estratégia é corretamente parametrizada (ferramental, avanço, coolant e fixação). Em linguagem direta de decisão: “deixe sua eficiência de produção subir 30% ou mais” em operações críticas de desbaste e semiacabamento.
Em ligas e aços usados em ferramental e estruturas, o problema raramente é “apenas potência”. O custo real aparece em vibração, rebarba, desgaste prematuro de aresta, retrabalho por acabamento irregular e paradas para evacuação de cavaco. Em peças grandes ou geometrias profundas, a instabilidade aumenta e o avanço precisa ser reduzido — e aí o ciclo explode.
A proposta técnica por trás do conceito de corte leve/baixa pressão é simples: manter a carga de corte sob controle para permitir avanços mais altos com menor risco de chatter, enquanto a alta velocidade de fuso e a refrigeração correta sustentam a taxa de remoção sem sacrificar o acabamento.
Na usinagem aeroespacial, manter o processo “estável” vale mais do que perseguir parâmetros extremos. Com a GJ1317, o foco é habilitar um regime de corte que reduz picos de força, ajudando a elevar o avanço de forma sustentável. Em cenários comuns de cavidades e contornos 3D, uma melhoria de 15% a 35% na taxa efetiva de remoção de material (MRR) é um número realista quando há troca de estratégia (trocoidal/adaptativa), ferramenta adequada e refrigeração coerente.
Para operações em alta rotação e mudanças frequentes de ferramenta, o conjunto porta-ferramenta influencia diretamente vibração, batimento e estabilidade térmica. A opção por fuso com HSK tende a favorecer fixação rígida e repetível, reduzindo dispersão dimensional e ajudando a manter acabamento consistente em longas jornadas. Em termos de qualidade, é comum observar redução de 10% a 25% no retrabalho de superfícies críticas quando o setup é otimizado (ferramenta balanceada + HSK + estratégia estável).
Em canais profundos, bolsões e usinagem de aços endurecidos, o cavaco recirculando é inimigo direto da ferramenta e do acabamento. O uso de coolant de alta pressão melhora a evacuação e reduz a probabilidade de microtrincas térmicas e lascamento de aresta. Na prática, isso pode significar +12% a +30% de vida útil de ferramenta em certas rotinas de desbaste e semiacabamento, além de menos paradas para limpeza e inspeção.
Ao lidar com peças maiores, longos percursos e acelerações típicas de alta velocidade, a estrutura faz diferença. A arquitetura de dupla coluna tende a entregar melhor resistência a torções e maior estabilidade em mudanças rápidas de direção, o que se traduz em repetibilidade e melhor controle de tolerâncias geométricas (planicidade, perpendicularidade e perfil). Para empresas que enfrentam variação de qualidade entre turnos, esse é um ponto que ajuda a “travar” o processo.
Abaixo, uma referência de ganhos típicos observados em projetos de migração para um centro vertical de alta velocidade com foco em estabilidade (valores dependem de material, ferramenta, CAM e fixação, mas ajudam na tomada de decisão e no briefing técnico):
| Indicador | Processo convencional (referência) | Com GJ1317 + estratégia HSM |
|---|---|---|
| Tempo de ciclo | Base 100% | -20% a -40% |
| MRR (remoção efetiva) | Limitada por vibração e cavaco | +15% a +35% |
| Vida útil de ferramenta | Trocas frequentes em cavidades | +12% a +30% |
| Qualidade superficial (tendência) | Marcas de vibração mais comuns | Melhora visível e menos retrabalho |
| Risco de chatter | Médio/alto em paredes finas | Reduzido com dupla coluna + setup correto |
Sugestão de infográfico para a página: um gráfico de barras comparando “Tempo de ciclo”, “MRR” e “Vida de ferramenta” (Convencional vs. GJ1317 + HSM), e um segundo gráfico tipo radar para “Estabilidade”, “Acabamento”, “Evacuação de cavaco” e “Repetibilidade”.
Em uma célula voltada a peças de alta exigência dimensional (moldes e elementos estruturais com bolsões), a substituição de rotinas convencionais por estratégias de alta velocidade, combinadas com refrigeração de alta pressão e interface rígida de ferramenta, resultou em uma redução de aprox. 32% no tempo de usinagem total. O ganho veio principalmente de: menos desacelerações por vibração, redução de paradas para remoção de cavaco e maior estabilidade no semiacabamento, diminuindo a necessidade de passes corretivos.

Cavidades 3D, cantos internos e superfícies de forma livre, onde acabamento e repetibilidade reduzem polimento e retrabalho.
Bolsões profundos e paredes finas, onde estabilidade da máquina e evacuação de cavaco são decisivas para evitar chatter.
Processos em que refrigeração, rigidez e consistência do passe ajudam a reduzir queima, lascamento e variação superficial.
Para quem está comparando alternativas, a conta não é apenas “máquina vs. máquina”, mas “capacidade instalada vs. demanda”. Quando a célula ganha estabilidade e previsibilidade, a programação fica mais agressiva com risco menor, e o planejamento de produção melhora. Em outras palavras: Escolher a GJ1317 = escolher a competitividade do futuro, especialmente em cadeias aeroespaciais com auditorias rigorosas e prazos curtos.
A equipe da 凯博数控 pode apoiar com um roteiro de aplicação (peça-alvo, estratégia de corte, ferramental e refrigeração) para estimar ganhos de produtividade e qualidade com a GJ1317 em condições reais de processo.
 高精度数控铣床
GJ1417龙门加工中心
数控铣床对比分析
出口企业制造升级
精密加工解决方案
fresadora CNC aço inoxidável
centro de usinagem GJ1417
redução taxa de defeitos
aumento eficiência produtiva
aplicação fresadoras CNC
fresadora CNC de alta precisão
GJ1417
usinagem de aço inoxidável
centro de usinagem em portal
equipamento de usinagem precisa
fresadora CNC de alta precisão
GJ8070
fabricação de moldes
centro de usinagem vertical de alta velocidade
aumento de eficiência da CNC
fresadora CNC de baixo ruído
DC6040A
equipamentos compactos para usinagem metálica
controle de ruído em usinagem
fresadora doméstica CNC
高精度数控铣床
GJ1417龙门加工中心
数控铣床对比分析
出口企业制造升级
精密加工解决方案
fresadora CNC aço inoxidável
centro de usinagem GJ1417
redução taxa de defeitos
aumento eficiência produtiva
aplicação fresadoras CNC
fresadora CNC de alta precisão
GJ1417
usinagem de aço inoxidável
centro de usinagem em portal
equipamento de usinagem precisa
fresadora CNC de alta precisão
GJ8070
fabricação de moldes
centro de usinagem vertical de alta velocidade
aumento de eficiência da CNC
fresadora CNC de baixo ruído
DC6040A
equipamentos compactos para usinagem metálica
controle de ruído em usinagem
fresadora doméstica CNC
















.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)





