

В аэрокосмической отрасли цена ошибки измеряется не только браком, но и потерей доверия в цепочке поставок. Производители пресс-форм, оснастки и конструкционных деталей ежедневно сталкиваются с набором противоречий: требуются высокие допуски, сложная геометрия, трудные материалы (включая закалённые стали), а сроки серий и опытных партий постоянно сжимаются. На практике это часто означает «бутылочное горлышко» на фрезерных операциях: классическая стратегия резания даёт приемлемую точность, но слишком медленно; попытка ускориться — повышает риск вибраций, перегрева кромки и непредсказуемой шероховатости.
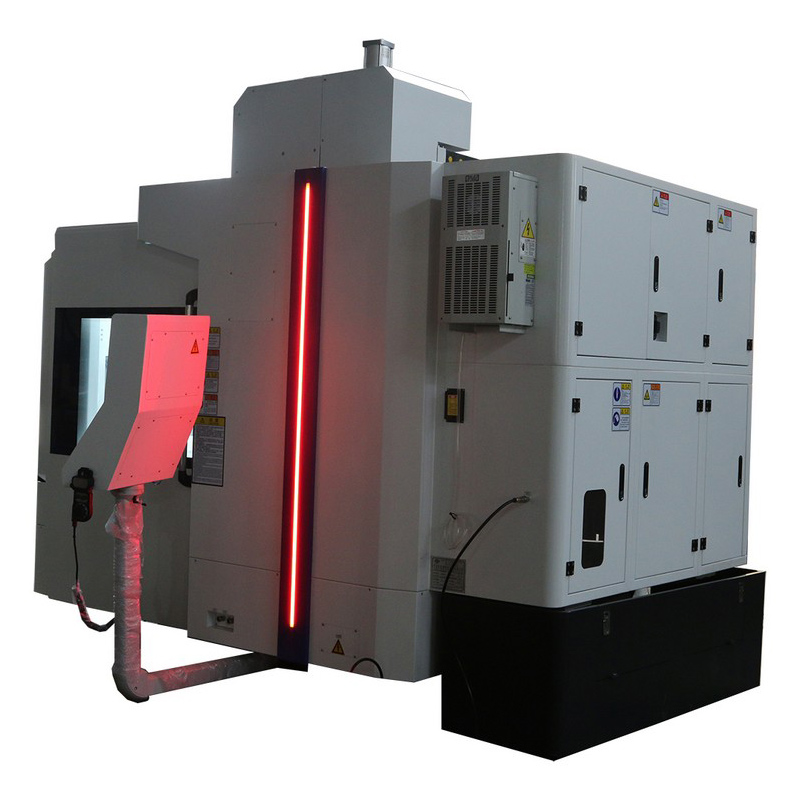
В сегменте аэрокосмических ЧПУ-фрезерных станков всё чаще выигрывают те решения, которые одновременно повышают производительность и повторяемость. GJ1317 (двухколонный высокоскоростной вертикальный обрабатывающий центр) от бренда 凯博数控 проектировался как инструмент для тех, кто зарабатывает временем цикла и стабильностью качества, а не «разовыми рекордами подачи».
Практический ориентир: в типовых задачах по оснастке и формообразующим поверхностям переход на высокоскоростную стратегию может дать +30% и более к общей производительности участка за счёт сокращения машинного времени и доводочных операций — при корректно подобранной оснастке и режимах.
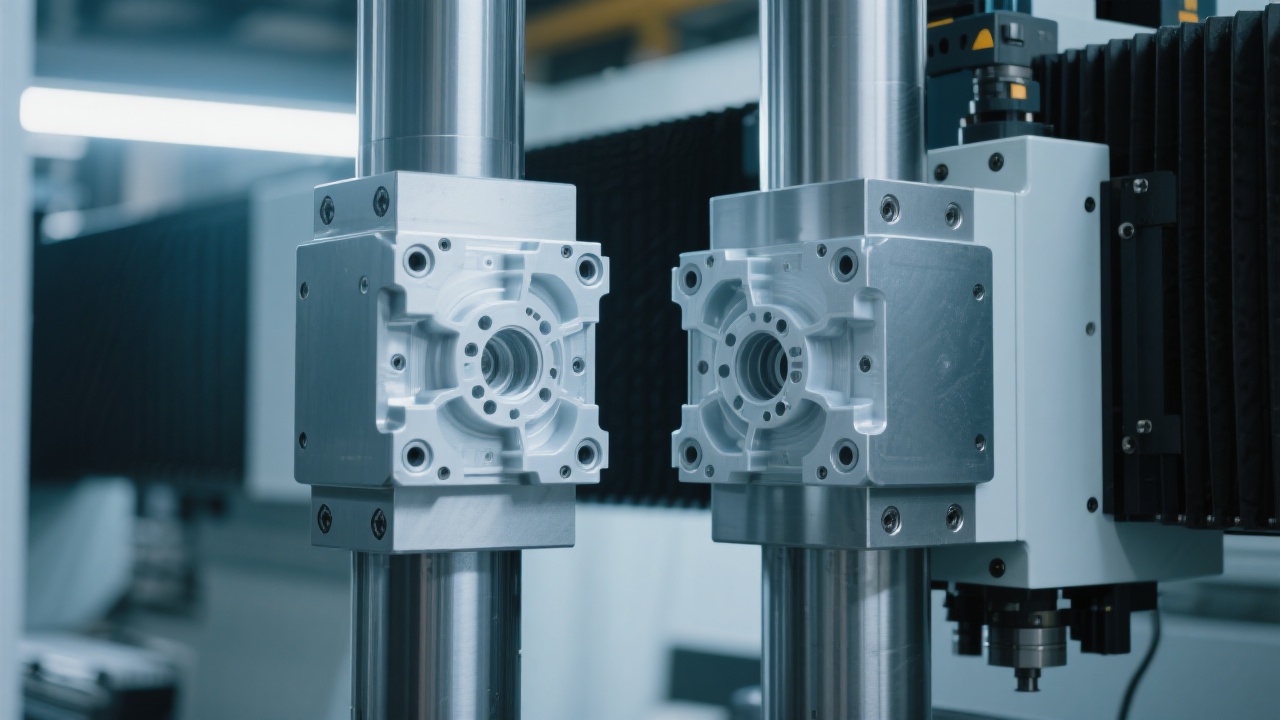
Одна из причин, почему высокоскоростной обрабатывающий центр начинает «работать на бизнес», — переход к концепции лёгкого низконагруженного резания. Вместо того чтобы «давить» инструментом и бороться с вибрацией, ставка делается на высокие обороты, стабильную эвакуацию стружки и контролируемую тепловую картину. Это особенно важно при обработке сложных форм и глубоких карманов, характерных для авиационной оснастки.
В аэрокосмическом и инструментальном производстве эффект от высокоскоростной обработки проявляется не в одной «волшебной» операции, а в сумме мелких улучшений по всему маршруту: меньше проходов, меньше переполировок, меньше коррекций после термообработки, меньше отказов по поверхности.
| Показатель | Традиционная стратегия | GJ1317 (HSM-подход) |
|---|---|---|
| Съём металла (MRR) | Базовый уровень | Обычно +20–40% при корректной наладке |
| Машинное время | Дольше из‑за осторожных режимов | Сокращение примерно на 15–35% |
| Шероховатость (чистовая) | Часто требует доводки | Улучшение на 10–25% (меньше ручной доводки) |
| Стабильность инструмента | Непредсказуемый износ при перегреве | Чаще +10–20% к стойкости за счёт охлаждения и стружкоудаления |
Рекомендуемая идея для инфографики: сравнительная диаграмма «MRR / Машинное время / Доводка поверхности» в процентах (традиционно = 100%, HSM на GJ1317 = 120–140% по MRR и 65–85% по времени).
При высокоскоростной обработке «слабые места» кинематики проявляются быстро: микровибрации ухудшают поверхность, растёт риск сколов на кромке, а на сложной геометрии увеличивается время на коррекцию. Именно поэтому двухколонная архитектура рассматривается многими инженерами как один из наиболее практичных способов удержать баланс между динамикой и жёсткостью.
Для многоосевых ЧПУ-станков и высокоскоростных центров в целом характерно правило: чем стабильнее система, тем смелее можно поднимать производительность без штрафов по качеству. В прикладном смысле двухколонная схема помогает держать геометрию при обработке крупных оснасток, где важны и плоскостность, и повторяемость посадочных мест.
В задачах, где присутствует резание закалённой стали и требование к качеству поверхности, экономический эффект часто скрыт в «невидимых» операциях: меньше подгонки, меньше полировки, меньше повторных установов. При сочетании HSK-шпинделя и подачи СОЖ под высоким давлением у технолога появляется более широкий коридор режимов — особенно на финишных проходах, где важны термостабильность и отсутствие прижогов.
«После перехода на высокоскоростные стратегии мы заметили, что цикл по формообразующим участкам сократился примерно на 28%, а ручная доводка стала реже. Ключевым фактором оказалась стабильность по поверхности — меньше “сюрпризов” на финише».
В типовом сценарии для аэрокосмической оснастки предприятие выполняет изготовление пресс-форм/штампов или монтажных приспособлений с множеством полостей, радиусов и сопряжений. На традиционном маршруте значительная часть времени уходит на «страховочные» режимы, повторные чистовые проходы и устранение дефектов поверхности.
После внедрения GJ1317 и перехода к устойчивой высокоскоростной стратегии, предприятия обычно фиксируют следующие эффекты (как ориентир для расчёта окупаемости проекта):
Именно поэтому маркетинговая формулировка «пусть ваша производительность взлетит на 30% и выше» в этой нише часто оказывается не лозунгом, а итогом правильно настроенной технологии, оснастки и охлаждения.

Наиболее предсказуемо высокая отдача проявляется там, где требуется сочетать точность, сложную геометрию и скорость выпуска:
В логике принятия решения руководителем производства это звучит просто: выбор GJ1317 = выбор будущей конкурентоспособности, потому что выигрывает тот, кто быстрее выдаёт стабильный результат и выдерживает график поставок.
Запросите рекомендации по технологическим режимам, подбору инструмента и сценариям внедрения под вашу номенклатуру. Практика показывает: когда HSM, HSK и высоконапорная СОЖ работают как система, производственный участок получает измеримый эффект по срокам и качеству.
Получить консультацию по двухколонному высокоскоростному вертикальному обрабатывающему центру GJ1317Обычно достаточно чертежа/3D-модели и указания материала, чтобы подготовить первичную оценку технологического маршрута и потенциала ускорения.
 высокоточная фрезерная машина
GJ1417
龙门加工中心
производственная оптимизация
экспортное производство
высокоточный ЧПУ фрезерный станок
GJ1417 фрезерный центр
снижение брака в производстве
повышение производительности
обработка нержавеющей стали
высокоточный фрезерный станок с ЧПУ
GJ1417
обработка нержавеющей стали
龙门加工中心
прецизионное оборудование
высокоточный ЧПУ-фрезер
GJ8070
оборудование для обработки инструмента
ЧПУ-фрезер
повышение эффективности ЧПУ-машин
низкошумный ЧПУ-фрезер
фрезерный станок DC6040A
компактное металлообрабатывающее оборудование
шумовой контроль в металлообработке
домашний ЧПУ-фрезер
высокоточная фрезерная машина
GJ1417
龙门加工中心
производственная оптимизация
экспортное производство
высокоточный ЧПУ фрезерный станок
GJ1417 фрезерный центр
снижение брака в производстве
повышение производительности
обработка нержавеющей стали
высокоточный фрезерный станок с ЧПУ
GJ1417
обработка нержавеющей стали
龙门加工中心
прецизионное оборудование
высокоточный ЧПУ-фрезер
GJ8070
оборудование для обработки инструмента
ЧПУ-фрезер
повышение эффективности ЧПУ-машин
низкошумный ЧПУ-фрезер
фрезерный станок DC6040A
компактное металлообрабатывающее оборудование
шумовой контроль в металлообработке
домашний ЧПУ-фрезер
















.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)





