

在航空航天制造领域,效率从来不是单一的“节拍更短”,而是在尺寸一致性、表面质量与刀具寿命可控的前提下,把材料去除率(MRR)推到更高水平。面对薄壁结构件、复杂模具型腔、淬硬钢与高强铝合金的混合加工场景,传统立加在高进给时往往出现振纹、热变形与返工叠加,导致整体交付周期被拉长。
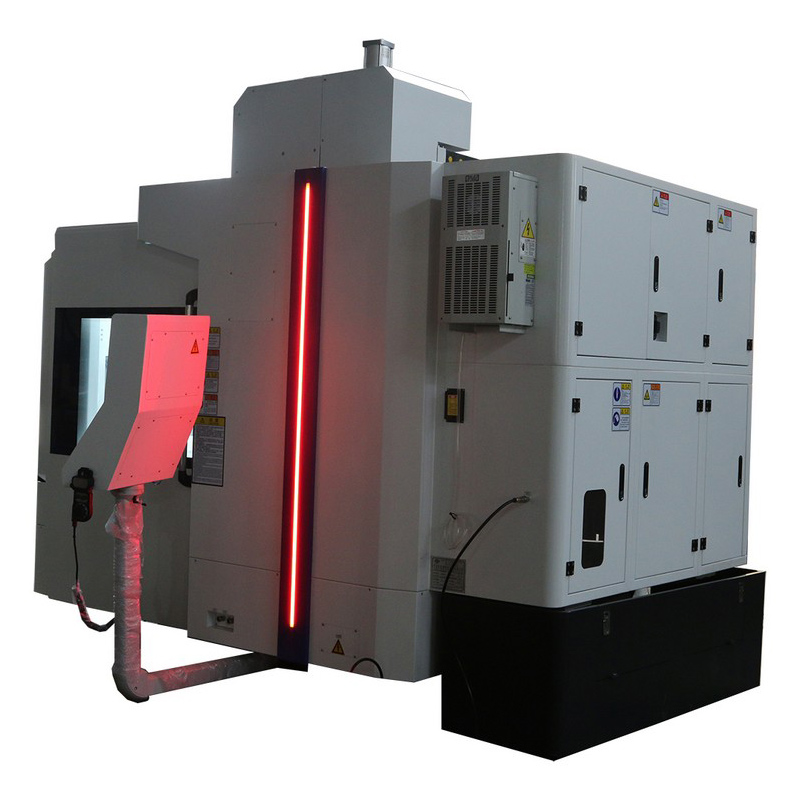
凯博数控推出的GJ1317双柱高速立式加工中心,以“快速轻便低压切削”(更偏向高效率、稳定切削负载的策略)为核心思路,通过高速主轴、冷却与刚性结构的系统协同,目标直指:让您的生产效率跃升30%以上,并把“快”变成可持续的稳定产能。
决策阶段的设备评估通常会回到三个问题:能不能更快?能不能更稳?能不能更省综合成本?在航空航天典型工况中,这三者高度耦合:
航空航天零件常见“长刀悬伸 + 薄壁 + 复杂曲面”组合,最怕瞬时切削力过大导致颤振。GJ1317的加工策略更强调较高转速、合理进给与更平稳的负载曲线,让材料去除率提升不靠“硬顶参数”,而靠稳定的切削状态来累积产出。
参考行业普遍验证:在铝合金结构件开粗场景中,采用稳定高效策略后,综合节拍常见可实现25%–45%缩短;在淬硬钢模具(约HRC50左右)的型腔半精/精加工中,因振纹与补刀减少,整体效率提升通常在15%–30%区间。
高速加工的难点不只在转速,更在高速下的刀具夹持与系统刚性。HSK接口更适合高速工况,能帮助提升端面定位可靠性与动态稳定性。在多工序衔接、频繁换刀与长时间连续加工条件下,刀具系统稳定往往直接影响表面质量与尺寸波动。
当进给提升、切削更密集时,排屑不畅会快速放大二次切削、刀具磨损与表面拉伤风险。高压冷却的价值在于:提高排屑通畅度、降低切削区温升、减少积屑瘤。在深腔与窄槽加工中,冷却与排屑往往是“能不能稳定跑夜班”的关键条件之一。
信息图表建议:可将“MRR提升、节拍缩短、刀具寿命改善、返工率下降”制作成四象限对比图(柱状/雷达图),用于决策页快速扫读。
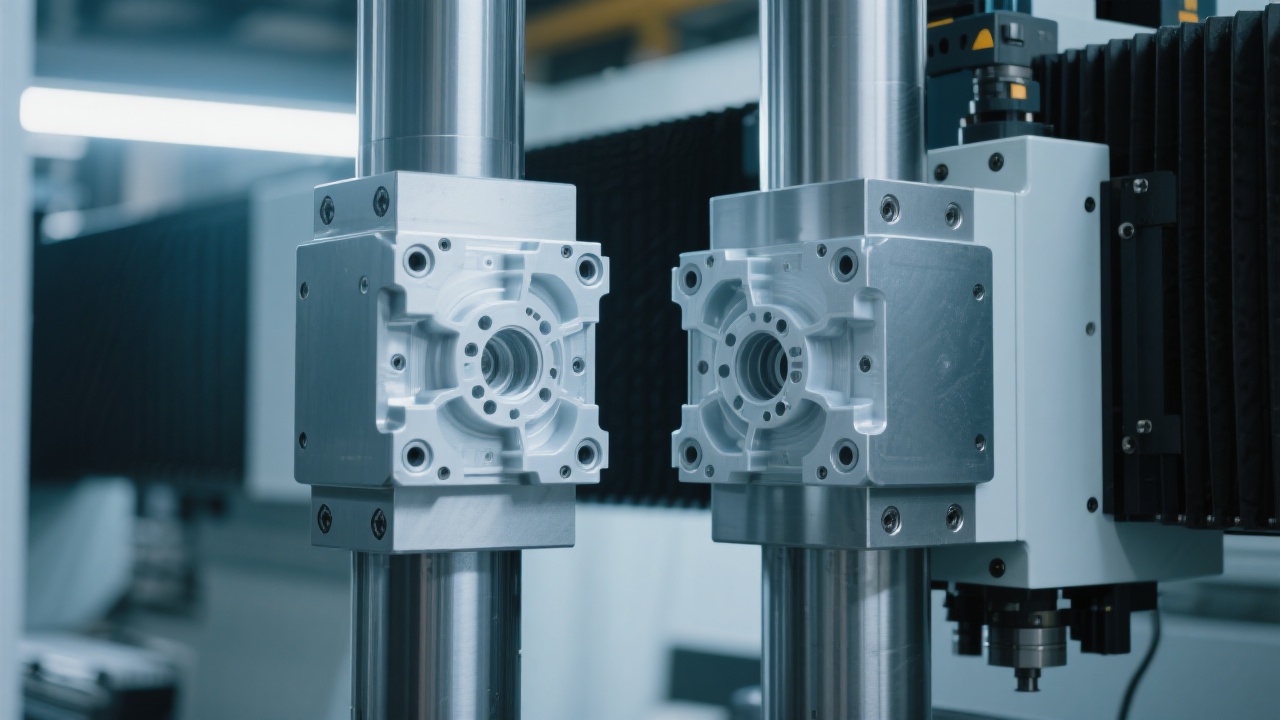
在高转速与高加速度条件下,机床结构刚性与动态响应决定了“能跑多快且不抖”。双柱设计的直接收益,是在大行程、长时间加工与重切削/高速交替工况中,提供更稳定的支撑与更可控的振动表现。对航空航天常见的薄壁框类件、带筋结构件、深腔模具而言,这种“底盘稳定”会体现在更少的振纹、更一致的尺寸与更少的工艺妥协。
很多企业在提效时真正的瓶颈并不在主轴转速上,而在于:加工到某一进给阈值就开始出现刀纹、尺寸漂移、刀具寿命断崖式下降。双柱的意义在于把这个阈值往上推,让高效参数成为“常态窗口”,而不是只能偶尔使用的“极限参数”。
引言框|客户反馈
“以前开粗参数不敢放开,怕振纹和刀具崩。换成GJ1317后,参数窗口明显更宽,夜班连续加工更踏实。更重要的是——节拍快了,表面也更稳定。”
以某航空配套企业的结构件加工为例(铝合金为主、夹杂局部钢件工序),在保持同等质量验收标准前提下,通过高速策略与冷却排屑改善,综合结果通常体现在:
这类结果的价值在决策层面更直观:交付周期更稳、产能可预测、质量波动更小,从而把“报价优势”变成“交付确定性优势”。

从应用匹配度看,GJ1317更适合那些“又要快、又要稳、还要表面好”的工件族群,尤其是对加工一致性要求较高的批量任务:
需要高表面质量与轮廓一致性,减少抛光与修模时间,提升一次交检通过率。
对振动极敏感,双柱结构与稳定切削策略更有利于降低振纹与变形风险。
对刀具磨损与热稳定要求高,合理的冷却与刚性基础有助于保持尺寸与光洁度。
当产线更关注“稳定产能”时,高速加工中心的系统可靠性价值更突出。
对正在评估设备升级的制造企业而言,选择GJ1317=选择未来竞争力——因为它解决的不是某一道工序的快慢,而是让高速加工在质量与稳定性约束下长期成立。
如果企业正在做航空航天数控铣床/高速加工中心的选型对比,最可靠的方式是基于工件图纸、材料与节拍目标做一轮可量化的工艺评估与参数建议。
获取《GJ1317双柱高速立式加工中心》航空航天应用方案与参数建议适用:复杂模具、薄壁结构件、淬硬钢半精/精加工、多轴数控机床产线升级评估
关键词自然覆盖:航空航天数控铣床|高速加工中心|GJ1317金属铣床|模具加工效率提升|淬硬钢切削|多轴数控机床|航空制造设备|凯博数控
 高精度数控铣床
GJ1417龙门加工中心
数控加工对比
出口制造升级
精密加工解决方案
高精度不锈钢数控铣削
GJ1417龙门加工中心
缺陷率降低案例
提高生产效率
数控铣削行业应用
GJ1417数控铣床
高精度加工
不锈钢数控铣削
龙门加工中心
精密制造设备
高精度数控铣床
GJ8070
模具加工设备
高速立式加工中心
数控机床效率提升
低噪音数控铣床
DC6040A铣床
小型金属加工设备
金属加工噪声控制
家用数控铣床
高精度数控铣床
GJ1417龙门加工中心
数控加工对比
出口制造升级
精密加工解决方案
高精度不锈钢数控铣削
GJ1417龙门加工中心
缺陷率降低案例
提高生产效率
数控铣削行业应用
GJ1417数控铣床
高精度加工
不锈钢数控铣削
龙门加工中心
精密制造设备
高精度数控铣床
GJ8070
模具加工设备
高速立式加工中心
数控机床效率提升
低噪音数控铣床
DC6040A铣床
小型金属加工设备
金属加工噪声控制
家用数控铣床
















.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)





